化工制冷设备的技术创新与环保应用

一、技术革新

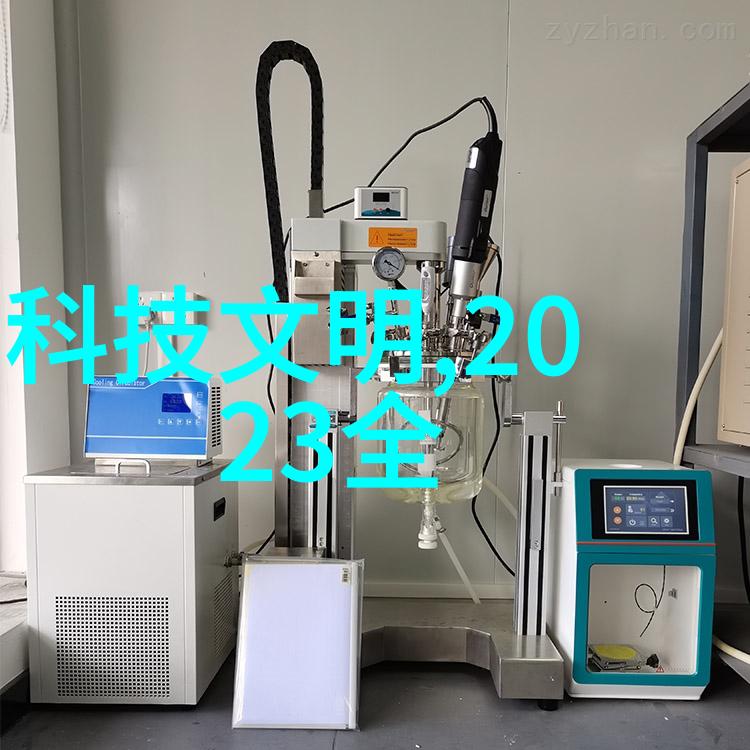
化工制冷设备的技术创新在近年来取得了显著的成果。首先,新型的高效制冷剂的研发,使得制冷设备的能效比得到了极大的提升。例如,一种名为HFO-1234ze的环保制冷剂,其全球变暖潜能值(GWP)接近于零,不仅降低了设备运行过程中的碳排放,还提高了设备的制冷效率。此外,先进的计算机模拟技术和优化算法的应用,使得制冷设备的结构设计更加合理,零部件的损耗得到了有效控制,从而延长了设备的使用寿命。

二、环保应用

化工制冷设备在环保方面的应用也日益凸显。许多化工生产过程中产生的余热、废热,可以通过制冷设备进行有效利用,从而实现能源的循环利用。例如,某化工厂的尾气处理过程中,通过制冷设备将尾气中的有害气体冷凝成液体,便于后续的净化处理。此外,制冷设备还可以应用于污水处理过程中,通过将污水冷却至冰点以下,杀死其中的病原体,从而达到净化污水的目的。

三、节能减排
化工制冷设备在节能减排方面的应用也日益受到关注。例如,某塑料加工厂在生产过程中,利用制冷设备将原料进行冷却成型,既提高了生产效率,又降低了能耗。此外,制冷设备还可以应用于仓库的空调系统,通过精确控制仓库内的温度,提高了货物的储存质量,同时也降低了能耗。
四、智能控制
随着物联网技术的发展,化工制冷设备也在向智能化方向发展。例如,通过安装在设备上的传感器和控制器,实时监测设备的运行状态,自动调节设备的运行参数,以实现设备的最佳运行状态。此外,通过将制冷设备与企业的生产管理系统进行集成,可以实现设备的远程监控和维护,从而提高设备的运行效率和可靠性。
五、未来发展
随着环保意识的提高和技术的进步,化工制冷设备在环保方面的应用将得到更大的发展。例如,新型的吸附式制冷技术,可以利用廉价的可再生资源(如氨、甲醇等)作为制冷剂,大大降低了制冷设备的运行成本。此外,随着燃料电池技术的发展,未来制冷设备可能会采用燃料电池作为动力源,实现设备的零排放运行。